
Sikkerhetskrav for frismiing i smianlegg
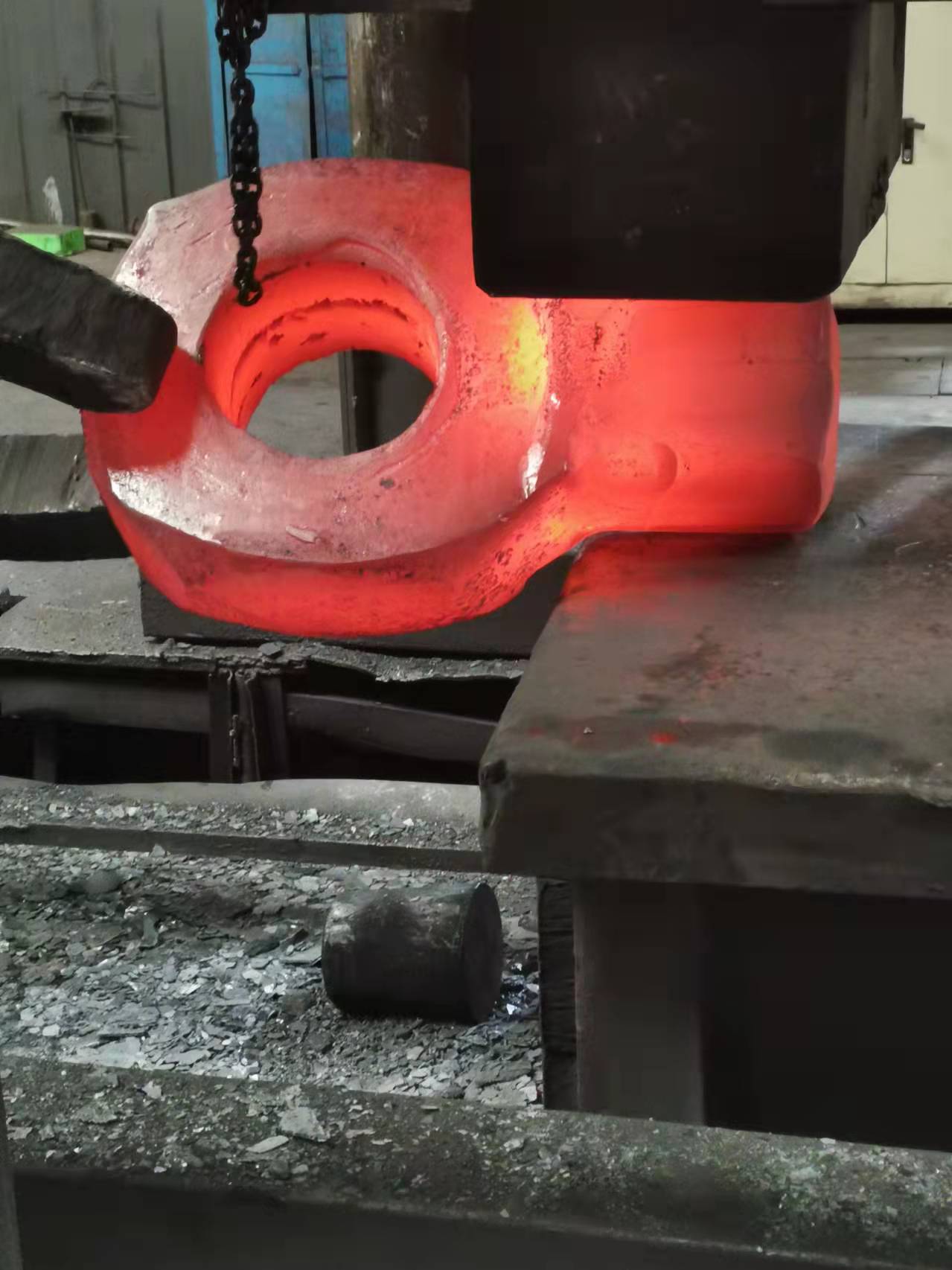
Smidesfabrikk i gratissmiingbearbeiding forgings, hovedsakelig gjennom smiing hammer og trykk to typer, tang Xin presisjon forgings fabrikken for å innføre sikkerhet drift kravene til gratis smiing.
Før fri smiing bør smiverkstedet nøye sjekke om bolter, mutre, pinner osv. til hver festeforbindelsesdel er løse eller ødelagte, og om det er sprekker i kombinasjonen amboltblokk, hammerhode, hammerstang og skrå kile. før du begynner å smi hammer. Hvis det oppdages problemer, bør de løses i tide, og sjekke smøre- og oljetilførselssituasjonen. Lufthammerens kontrollhåndtak skal plasseres i en tom posisjon, og posisjoneringsstiften settes inn, og kan deretter starte og tømme operasjonen i 3 ~ 5 minutter. Den dampluftfrie smihammeren skal utelukke kondensatvann i sylinderen før start, og eksosventilen skal være helt åpnet før arbeid, og deretter åpne inntaksventilen litt, slik at damp gjennom gassrørsystemet for å forvarme luftventilen og deretter åpne sakte inntaksventilen, og la stempelet tømmes flere ganger.
Smifabrikk om vinteren for å forvarme hammerstangen, hammeren og amboltblokken, forvarmingstemperaturen er 100 ~ 150â. Etter at smihammeren er startet, er det nødvendig å konsentrere seg om operasjonen i henhold til instruksjonene fra håndflatemontøren og kravene til operasjonen, og ta hensyn til observasjonen når som helst. Hvis det oppdages uregelmessig støy eller unormale fenomener som sylinderhodelekkasje, bør maskinen stoppes umiddelbart for vedlikehold. Unngå eksentrisk smiing, luftangrep eller kraftig slag på lavere temperatur, tynnere emne, når som helst for å fjerne oksidhuden på ambolten, for ikke å sprute ut sår eller skade amboltoverflaten. Når du måler størrelsen på arbeidsstykket eller skifter verktøy, bør operatøren ta foten av pedalen for å unngå feiltrinn.
Etter at smiarbeidet er ferdig, skal hammerhodet legges jevnt ned, innløps- og eksosventilene skal lukkes, lufthammeren vil åpne bryteren, og skiftarbeidet skal gjøres godt.
Før fri smiing bør smiverkstedet nøye sjekke om bolter, mutre, pinner osv. til hver festeforbindelsesdel er løse eller ødelagte, og om det er sprekker i kombinasjonen amboltblokk, hammerhode, hammerstang og skrå kile. før du begynner å smi hammer. Hvis det oppdages problemer, bør de løses i tide, og sjekke smøre- og oljetilførselssituasjonen. Lufthammerens kontrollhåndtak skal plasseres i en tom posisjon, og posisjoneringsstiften settes inn, og kan deretter starte og tømme operasjonen i 3 ~ 5 minutter. Den dampluftfrie smihammeren skal utelukke kondensatvann i sylinderen før start, og eksosventilen skal være helt åpnet før arbeid, og deretter åpne inntaksventilen litt, slik at damp gjennom gassrørsystemet for å forvarme luftventilen og deretter åpne sakte inntaksventilen, og la stempelet tømmes flere ganger.
Smifabrikk om vinteren for å forvarme hammerstangen, hammeren og amboltblokken, forvarmingstemperaturen er 100 ~ 150â. Etter at smihammeren er startet, er det nødvendig å konsentrere seg om operasjonen i henhold til instruksjonene fra håndflatemontøren og kravene til operasjonen, og ta hensyn til observasjonen når som helst. Hvis det oppdages uregelmessig støy eller unormale fenomener som sylinderhodelekkasje, bør maskinen stoppes umiddelbart for vedlikehold. Unngå eksentrisk smiing, luftangrep eller kraftig slag på lavere temperatur, tynnere emne, når som helst for å fjerne oksidhuden på ambolten, for ikke å sprute ut sår eller skade amboltoverflaten. Når du måler størrelsen på arbeidsstykket eller skifter verktøy, bør operatøren ta foten av pedalen for å unngå feiltrinn.
Etter at smiarbeidet er ferdig, skal hammerhodet legges jevnt ned, innløps- og eksosventilene skal lukkes, lufthammeren vil åpne bryteren, og skiftarbeidet skal gjøres godt.
Send forespørsel



X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring